全國咨詢熱線:
全國咨詢熱線:
+86 158-1184-4241
全國咨詢熱線:
+86 158-1184-4241

Product center
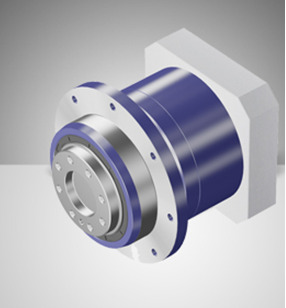
VLF078系列精密行星減速機

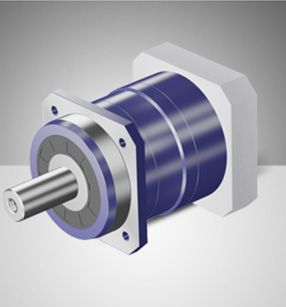
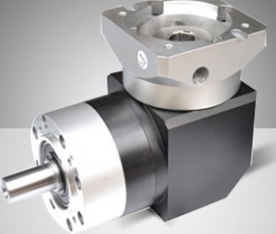
ZPLF系列精密行星減速機
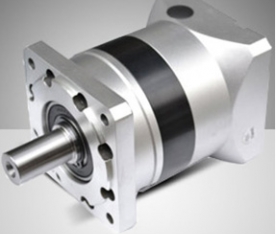
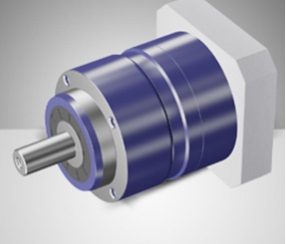
PLF系列精密行星減速機
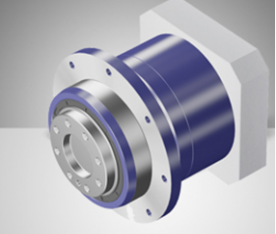
ZPLE系列精密行星減速機
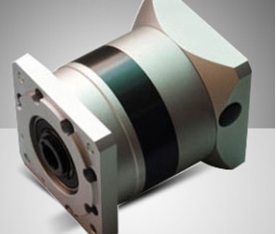
AH系列精密行星減速機
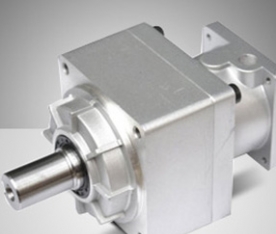
PLFK系列行星減速機
AL系列精密行星減速機
PLH系列精密行星減速機
Contact us

首頁
發布時間:2022-03-19 閱讀量:
伺服齒輪減速機的齒輪在精加工過程主要包括基準的選擇和齒輪坯的加工兩部分。
1.選擇的基準
伺服齒輪減速機齒輪加工標準的選擇往往因齒輪的結構和形狀而有所不同。帶軸齒輪主要用點孔進行定位;對于空心軸,在鉆孔中心內孔后,利用兩個孔的斜面進行定位;當孔直徑較大時,使用錐形插頭。點定位精度高,參考一致。對于帶孔齒輪,在齒面加工過程中通常采用以下兩種定位和夾緊方法。
1)外圓與端面定位當工件與加重心軸間隙較大時,用千分表校正外圓以確定中心位置,用端面進行軸向定位,從另一個端面夾緊。這種定位方法生產率低,每個工件都需要校準;對齒坯的同軸內、外圓要求較高,但對夾具精度要求不高,適合單件、小批量生產。
2)內孔端面定位這種定位方法是定位工件內孔,確定定位位置,然后以端面為軸向定位基準,夾緊端面。這樣定位參考、設計參考、安裝參考和測量參考可以重疊,定位精度高,適合量產。但是夾具的制造精度相對較高。
2.齒輪坯加工
齒面加工前的齒輪毛坯加工在整個齒輪加工過程中占有非常重要的地位。由于用于齒面加工和檢驗的基準在此階段須進行加工,齒輪坯的加工占用了大量的工時。無論是從提高生產率還是保證齒輪加工質量的角度,都須注意齒輪坯的加工。齒輪模式的技術要求,如果指定,齒厚減少是由索引確定齒側間隙,要注意精度要求的齒頂圓,因為檢測的齒厚測量齒頂圓的基準。
由于伺服齒輪減速機齒頂圓的精度太低,測量的齒厚不可避免地不能準確反映齒側間隙的大小。因此,在此過程中應注意以下三個問題:
1)采用齒頂圓作為測量基準時,應嚴格控制齒頂圓的標度精度;
2)保證定位端面與定位孔或外圓的垂直度;
3)提高齒輪內孔的生產精度,減小與夾具芯軸的配合間隙。